Характеристики и описание
ТАКТИЛЬНАЯ СИСТЕМА СЛЕЖЕНИЯ
ПРИНЦИП ДЕЙСТВИЯ
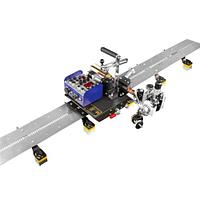
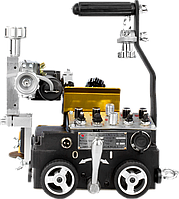
Система слежения разработана для автоматического позиционирования горелки относительно стыка, даже на неровных свариваемых поверхностях. Расположенный на щупе датчик посылает электрический
сигнал к моторизированным суппортам, которые регулируют положение горелки. Когда щуп обнаруживает отклонение от стыка более чем на 0,2 мм, суппорт поворачивается со скоростью зависящей от величины отклонения. При правильном расположении щупа, суппорт остается неподвижным. Положение наконечника щупа регулируется по горизонтали и вертикали. Вертикальная направляющая зафиксирована в неизменном положении. На горизонтальной плоскости положения щупа выбирается с помощью переключателя: лево/центр/право. Если наконечник щупа оказывается не в месте стыка, два суппорта начинают движение, чтобы исправить ошибку.
Система может быть одно- или двуосной. Подключается к моторизированному суппорту (на выбор из богатого ассортимента).
Важные детали для качественного выполнения работы: наконечник с площадью соприкосновения
минимум 2 мм и наличие канавки либо освещения.
КОМПЛЕКТАЦИЯ УСТАНОВКИ:
1. Моторизированные суппорты.
2. Кабель подключения к источнику питания 10 м.
3. Блок управления.
4. Щуп с микрометрическим суппортом для позиционирования.
5. ДистанционныйпультуправленияскабелемЮм. По запросу длина любого кабеля может варьироваться.
ПРЕДЛАГАЕМ ТРИ МОДЕЛИ, МОТОРИЗИРОВАННЫХ СУППОРТОВ:
• LT грузоподъемность 10 Кг при 10 см от суппорта, обычно используются для сварки MIG или TIG. Доступный ход: 80-180250-300 мм (см. суппорт ММ MINI)
• MD грузоподъемность 70 Кг при 40 см от суппорта, (см. суппорт ММ MIDI).
• HD грузоподъемность 150 Кг при 40 см от суппорта, для сварки под флюсом (SAW) методами Twin или Tandem, (см. суппорт MMHD),y обеих моделей ход: 100 - 250 - 400 - 600 мм.
У Всех суппортов алюминиевый корпус, винт и линейные шариковые направляющие, защитные кожухи, мотор постоянного тока с энкодером или тахогенератором. Модель HD в отличие от MD имеет более мощный двигатель и тормозное устройство на вертикальной оси.

Отзывы о продавце
- Покупатель17.03.2022Цены не соответствует реальности в три раза дорожеЦена выше заявленной
- Покупатель24.01.2021Актуальное описаниеБыстро отправилиАктуальная ценаТовар был в наличии
Доставка
 Самовывоз
Самовывоз курьером
курьером
Оплата и гарантии
 Наличными
Наличными Безналичный расчет
Безналичный расчет
Похожее у других продавцов